
製品品質を評価する数値の1つとして、不適合品の発生確率があります。
このとき、Cpkという指標を使うことがあり、Cpkが1なら不適合発生確率が0.135%、1.33なら0.00317%(31.7ppm)になります。
Cpkに対する不適合発生確率をExcelで求めるには、「=NORM.DIST(-Cpk*3,0,1,TRUE)」とします。
Cp
製品の品質を管理する際に、CpやCpkという工程能力指数を使うことがあります。
これらは、評価に用いる測定値が正規分布していることが前提です。
Cp(Process Capability)は、規格幅と製品のばらつきの比です。
式で表すと、上限規格値(Upper Specification Limit)をUSL、下限規格値(Lower Specification Lmit)をLSL、標準偏差をσとして、
(1) 
で表されます。ばらつきが小さいほどCpの値は大きくなるので、Cpは大きいほど品質が高いことになります。
-

- Cp=1の例1
-
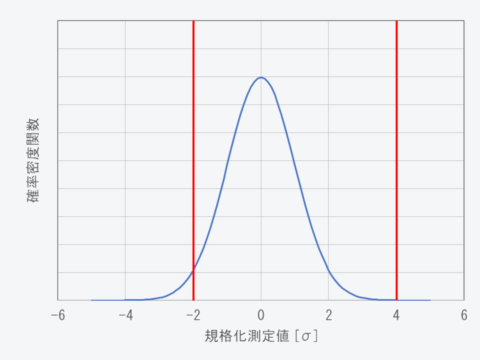
- Cp=1の例2
ここで気を付けなければならないことは、測定値が、平均μ=0、標準偏差σ=1であるとき、LSL=-3σ、USL=3σの場合でも、LSL=-2σ、USL=4σの場合でも、Cpの値が1となることです。
後者の場合、測定値が-2σ未満の領域で、不適合が多数発生してしまうことは明らかです。すなわち、Cpの値だけで不適合率を議論することはできません。
ただし、測定値の平均値を上下限規格値の中央に調節できる場合か、測定値の平均を中心として規格値を決めることができる場合に限れば、Cpを不適合率の指標として使うことができます。
例えば、半導体プロセスは、素子の絶対的な特性を合わせこむことが不得意です。しかし、相対的に揃った特性の素子を作ることは得意です。ウェハ上に作成する回路を差動構成にするなどの工夫をすれば、閾値電圧やシート抵抗値は、面内ばらつきだけが問題となるので、Cpで評価することができることでしょう。
Cpと不適合率の関係
ここでは、測定値が正規分布していて、その平均値μが上下限規格の中央値と等しいことを仮定して話を進めます。
正規分布する測定値を規格化したとき、確率密度関数f(x)は次式で表されます。
(2) 
ここで、規格化した上限規格値USLと下限規格値LSLの中央が規格化した測定値の平均値μ、すなわち0だとすると、
(3) 
となります。(1)と(3)を連立させると、
(4) 
となるので、不適合率P(Cp)は、

となります。これをExcelで表すと、
(5) 
となります。NORM.DISTの第3引数をTRUEにすると、累積分布関数となり、確率密度関数の積分が計算されます。
特別な場合としてCp=1とすると、P(1)=0.0027です。つまり、比較的切りの良い1%近辺の値になります。これが、(1)式の分母に6σという数が選ばれた理由だと思います。
Cpk
Cpkのkは、「かたより」を意味します。日本語です。英語のサイトでも、”katayori”と書いてあります。

Cp=1の例2(再掲)
先ほどのLSL=-2σ、USL=4σでCp=1の例を取り上げます。
グラフを見ると、LSLを満たさずに不適合が発生する割合が高いことが明らかです。これは、USLと平均値μ=0との距離が4σであることに対し、LSLと平均値μ=0は2σであり、距離が短いことに起因します。
Cpkは、平均値と上下限値の距離を比べ、短い方のみに注目して、不適合を議論しようという考え方です。
Cpは、式(1)に示すように、フルスパン(USLとLSLの差)を6σで割りましたが、Cpkは、μ-LSLとUSL-μのうち、小さい方を3σで割った値になります。すなわち、
(6) 
です。
さて、LSL=-2σ、USL=4σでμ=0の場合のCpkを求めてみましょう。
(7) 
ExcelでCpkに対する不適合率を求めるためには、
(8) 
とします。式(8)に式(7)を代入して具体的な値を求めてみると、
(9) 
となります。
Cpkは、平均値がLSLとUSLの中間付近にくると、下側の不適合率と上側の不適合率が拮抗するものの、片側しか評価しないので、不適合率が小さく見積もられます。常にその状態になるようであれば、Cpkを使わずにCpで評価することが適当です。
もう一つのCpkの定義
Cpkの定義はもう一つあります。すなわち、
(10) 
として、
(11) 
です。これらの定義は、min関数を使わないので、一見、スマートです。でも、絶対値を使っているので、あまり素直な式でもありません。僕が使っているのは、断然、式(6)です。
ところで、2つの定義で導いた結果には違いがあると思われる方もいらっしゃるでしょうから、これらの定義式と式(6)が同等であることを示します。
先ずは、3つの式をまとめます。


(USL-LSL)/2は、上限規格値(4σ)と下限規格値(-2σ)の差の半分なので、規格値の半分の値(1σ)と下限規格値(-2σ)の間の距離(3σ)になります。
次に、|(USL+LSL)/2-μ|は、上限規格値(4σ)と下限規格値(-2σ)の中間値(σ)から測定値の平均値(0)を引いた値の絶対値(σ)です。
分子はこれらの値の差(3σ-σ=2σ)になります。
これと分母(3σ)の比(2σ/3σ≒0.667)を取ると(7)に一致します。
まとめ
CpやCpkという工程能力指数から不適合率を求めるためのExcel関数を示しました。
また、Cpkの2つの定義方法が同等であることを示しました。


コメント